
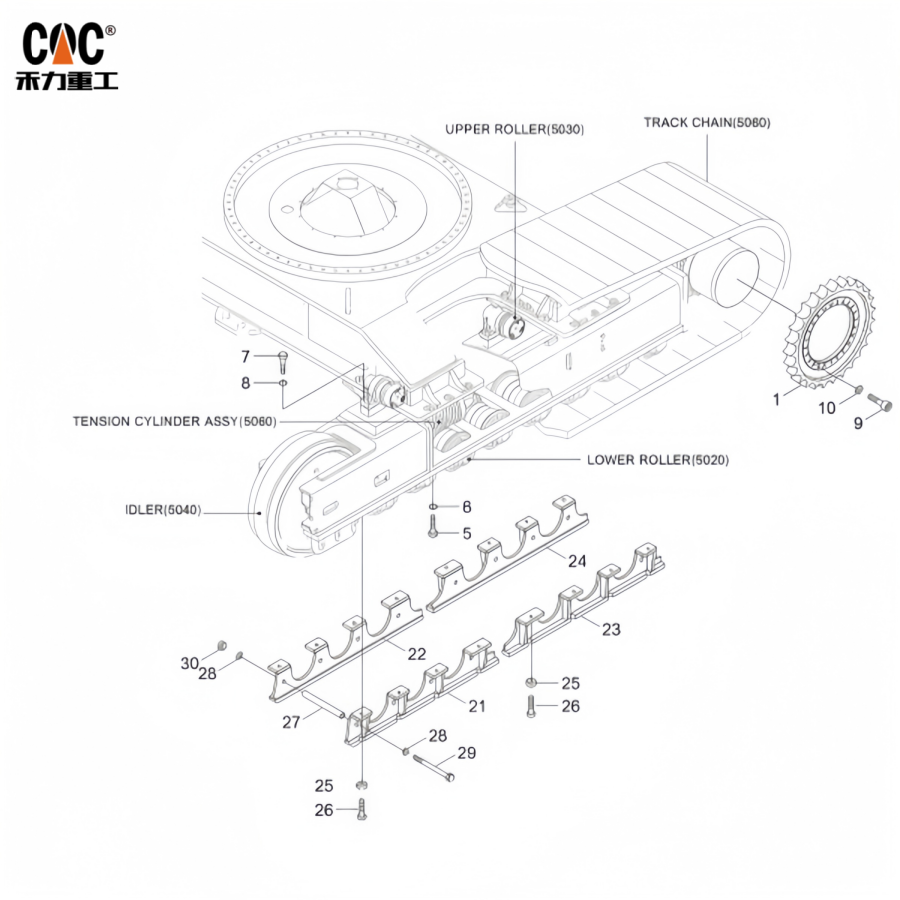
HYUNDAI 81QE11010 R1250 Laufrollenbaugruppe / Hersteller von Fahrwerkskomponenten für Schwerlast-Raupenbagger - HELI MACHINERY MANUFACTURING CO.,LTD (CQC TRACK)


Technisches Whitepaper: DasHYUNDAI R1250 81QE11010 Laufrollenlager: Eine Synthese aus zertifizierter Präzisions- und Hochleistungstechnik von HELI MACHINERY MANUFACTURING CO., LTD.
Dokumentenkennung: TWP-CQC-HMMCL-81QE11010-01
Veröffentlichungsdatum: Dezember 2025
Klassifizierung: Öffentliche technische Spezifikation
1.0 Zusammenfassung: Der durch Zertifizierung erzielte Wettbewerbsvorteil
Dieses technische Dokument beschreibt die Konstruktionsphilosophie, die Fertigungsgenauigkeit und die Leistungsspezifikationen der Laufrollenbaugruppe 81QE11010 für den Schwerlast-Raupenbagger der Klasse R1250 von HYUNDAI, entwickelt und produziert von HELI MACHINERY MANUFACTURING CO., LTD. (Marke: CQC TRACK). In einer Branche, in der Komponentenausfälle katastrophale Stillstandszeiten zur Folge haben, geht unser Angebot weit über ein bloßes Ersatzteil hinaus. Es handelt sich um ein zertifiziertes Produkt, bei dem die strengen, systematischen Protokolle des chinesischen Qualitätszertifizierungssystems (CQC) in jede Phase des Lebenszyklus – von der Materialbeschaffung bis zur Endprüfung – integriert sind.
Die Kernaussage dieser Baugruppe ist, dass wahre Zuverlässigkeit unter extremen Einsatzbedingungen kein Zufallsergebnis, sondern das nachweisbare Resultat eines kontrollierten und geprüften Prozesses ist. HELI MACHINERY arbeitet unter einem mehrstufigen Zertifizierungsdach und ist sowohl nach ISO 9001:2015 zertifiziert als auch Inhaber mehrerer spezifischer CQC-Produktzertifizierungen (z. B. CQC17704176145). Diese doppelte Grundlage erfordert ein werkseitiges Qualitätssicherungssystem, das von der Lieferantenprüfung und der Validierung wichtiger Komponenten bis hin zur präzisen Wartung der Produktionsanlagen und einer umfassenden Dokumentation über mindestens 24 Monate reicht. Für den Betreiber des R1250 bedeutet dies ein Fahrwerksbauteil, dessen dokumentierte Konsistenz und Langlebigkeit entwickelt, gefertigt und kontinuierlich überprüft werden. Dies minimiert die Gesamtbetriebskosten durch eine maximale mittlere Betriebsdauer zwischen Ausfällen.
2.0 Dekonstruktion des Zertifizierungs- und Fertigungsprotokolls
Der Wert der Baugruppe 81QE11010 beruht auf der verbindlichen Disziplin des CQC-Werksinspektions- und Überwachungssystems. Die folgende Tabelle veranschaulicht, wie sich diese obligatorischen Verfahren direkt in messbarer Bauteilqualität und Rückverfolgbarkeit niederschlagen.
| CQC-Anforderungen an die Werksqualitätssicherung | Implementierung in der Produktion 81QE11010 | Technischer Nutzen und Zuverlässigkeitsvorteil für den Endnutzer |
|---|---|---|
| Lieferantenauswahl- und -managementprogramm | Strenge Prüfung und Zulassung von Lieferanten für legierte Stahlschmiedeteile und Spezialdichtungsmaterialien. | Gewährleistet die Unversehrtheit des Rohmaterials, den grundlegenden Faktor für die Dauerfestigkeit und Stoßfestigkeit. |
| Prüfung und Verifizierung von Schlüsselkomponenten/Materialien | Wareneingangsprüfung von geschmiedeten Walzenrohlingen und Sinterlegierungsbuchsenmaterial anhand zertifizierter Spezifikationen. | Verhindert, dass minderwertige Materialien in die Produktion gelangen – eine direkte Anwendung des CQC-Prinzips der „ersten Verantwortung“. |
| Regelmäßige Bestätigungstests für Schlüsselkomponenten | Regelmäßige Probenahme und Laborprüfung der Materialhärte, der Mikrostruktur und der chemischen Zusammensetzung. | Gewährleistet eine kontinuierliche, objektive Bestätigung, dass die Materialeigenschaften innerhalb der vorgegebenen technischen Grenzen bleiben. |
| Instandhaltungssystem für Produktionsanlagen | Planmäßige vorbeugende Wartung von CNC-Drehmaschinen, Induktionshärteanlagen und Schleifmaschinen. | Gewährleistet Präzision bei der Bearbeitung und gleichbleibende Wärmebehandlung, Charge für Charge. |
| Routine- und Bestätigungsprüfverfahren | 100%ige Maßprüfung; Stichproben für dynamische Belastungstests und Dichtheitsprüfung. | Jede Einheit wird auf Passgenauigkeit geprüft, und die Leistung der Stichprobe wird statistisch anhand von Typprüfungsstandards bestätigt. |
| Kontrolle nichtkonformer Produkte | Systematische Quarantäne und Analyse aller Teile, die einen der Prüfpunkte nicht bestehen. | Gewährleistet, dass nur Komponenten montiert werden, die alle Spezifikationen erfüllen, und sichert so die Integrität des Endprodukts. |
| Interne Qualitätsprüfung und Managementbewertung | Regelmäßige interne Audits und Managementbewertungen des gesamten Qualitätsmanagementsystems. | Sorgt für kontinuierliche Verbesserungen und gewährleistet die nachhaltige Effektivität des Systems. |
| Umfassende Aufbewahrung von Unterlagen (≥24 Monate) | Vollständige digitale Rückverfolgbarkeit für jede Produktionscharge: Materialzertifikate, Wärmebehandlungsprotokolle, Inspektionsergebnisse. | Bietet beispiellose Transparenz und unterstützt Garantie- oder Fehleranalysen mit harten Fakten. |
3.0 Technische Auslegung: Komponentenentwicklung im Rahmen der Zertifizierung
Das CQC-Framework liefert das „Wie“, die fortgeschrittene Ingenieurskunst definiert das „Was“. Die Baugruppe 81QE11010 ist ein Paradebeispiel für gezielte Materialwissenschaft und mechanische Konstruktion.
3.1 Rollenkörper & Flansch: Geschmiedet und gehärtet für höchste Abriebfestigkeit
- Werkstoff: Der Kern besteht aus einem geschmiedeten Rohling aus hochfestem, feinkörnigem Legierungsstahl 40SiMnTi oder 50Mn. Diese Wahl priorisiert außergewöhnliche Härtbarkeit und Kernzähigkeit gegenüber herkömmlichen Stählen niedrigerer Güte.
- Verfahren: Computergesteuerte, induktive Tiefenhärtung. Die Prozessparameter werden gemäß den von CQC vorgeschriebenen Prozesskontrollaufzeichnungen sorgfältig dokumentiert.
- Spezifikation: Erreicht eine Oberflächenhärte von 58–62 HRC bei einer kontrollierten Einsatzhärtungstiefe von 8–12 mm, die in einen zähen Kern von 38–42 HRC übergeht. Diese tiefe, glasharte Oberfläche ist so konstruiert, dass sie extremem abrasivem Verschleiß durch pulverisiertes Gestein und Erdreich standhält, während der duktile Kern die beim Bergbau und in Steinbrüchen auftretenden starken Stöße absorbiert und so ein katastrophales Sprödbrechen verhindert.
3.2 Die Dichtungsachse: Ein tribologisches und Containment-System
- Welle: Gefertigt aus einsatzgehärtetem 40Cr- oder 20CrMnTi-Legierungsstahl, präzisionsgeschliffen auf Hochglanz (Ra ≤ 0,4 μm). Dies minimiert Reibung und Verschleiß an der Dichtfläche, ein entscheidender Faktor für die langfristige Dichtheit.
- Buchse: Besteht aus einer hochdichten, ölgetränkten Sinterkupferlegierung. Dieses Material bietet hervorragende Anpassungsfähigkeit und Belastbarkeit, wobei das eingebettete Schmiermittel als zusätzliche Notschmierung dient.
- Dichtungssystem: Es verwendet eine mehrstufige, druckadaptive Labyrinthdichtung. Dieses System integriert einen primären, schwimmend gelagerten Metallverschleißring zum Ablenken grober Abriebpartikel, eine durch eine patentierte Federkonstruktion beaufschlagte Mehrlippen-Nitrilkautschukdichtung und ein fettgespültes Labyrinth. Es ist so konstruiert, dass es sowohl unter dem hohen statischen Druck beim Eintauchen in tiefen Schlamm als auch unter dem dynamischen Druck bei hoher Kettenrotation seine Dichtheit bewahrt.
3.3 Montage und Endvalidierung: Das letzte Tor
Die Montage erfolgt in einer kontrollierten Umgebung. Der Hohlraum wird gespült und mit einem Lithiumkomplex-Hochdruckfett (EP-Fett) befüllt, das für einen breiten Temperaturbereich von -30 °C bis +150 °C geeignet ist. Vor dem Versand wird jede Einheit einem abschließenden Funktionstest auf Leichtgängigkeit und Dichtheit unterzogen. Diese Endprüfung ist ein obligatorischer Bestandteil der von CQC definierten „Routineprüfung“ und schließt den Produktionsqualitätskontrollkreislauf.

4.0 Konformität, Austauschbarkeit und Leistungsverpflichtung
- OEM-Kompatibilität: Das Bauteil 81QE11010 ist für den direkten, unveränderten Austausch mit dem Fahrwerkssystem des HYUNDAI R1250 konzipiert. Alle kritischen Schnittstellenmaße – Wellendurchmesser, Lochkreisdurchmesser, Gesamtbreite und Flanschprofil – werden mit strengen Toleranzen gefertigt.
- Leistungsgarantie: Die Komponente ist durch eine Leistungsgarantie abgedeckt, die durch ihren zertifizierten Herstellungsprozess gewährleistet wird. Die umfangreiche, von der CQC-Aufsicht geforderte Dokumentation bildet eine objektive Grundlage für dieses Vertrauen.
- Globale Lieferkettensicherung: HELI MACHINERY MANUFACTURING CO., LTD. unterstützt die globale Logistik mit Exportstandardverpackungen und vollständiger Zertifizierungsdokumentation, einschließlich Materialprüfzertifikaten und Werksinspektionsberichten, und ermöglicht so eine reibungslose grenzüberschreitende Beschaffung.
5.0 Fazit: Neudefinition von Wert durch einen überprüfbaren Prozess
DerHYUNDAI R1250 81QE11010 LaufrollenlagerDas CQC-System von HELI MACHINERY stellt eine wegweisende Weiterentwicklung von einem Standard-Ersatzteil zu einer prozessgesicherten Komponente dar. Seine Überlegenheit wird nicht nur behauptet, sondern durch die strengen CQC-Produktzertifizierungs- und Werksüberwachungsmaßnahmen strukturell sichergestellt. Dieser Zertifizierungs- und Entwicklungsansatz gewährleistet, dass jede ausgelieferte Einheit direkt auf einem streng typgeprüften und zugelassenen Design basiert und innerhalb eines Qualitätssystems gefertigt wird, das jährlichen Kontrollen und unangekündigten Audits unterliegt.
Für den anspruchsvollen Anlagenmanager liegt der Nutzen auf der Hand: Investieren Sie in eine Komponente, deren lange Lebensdauer und absolute Zuverlässigkeit von Grund auf in ihre Konstruktion integriert und durch eines der strukturiertesten Qualitätsbewertungssysteme der Fertigungsindustrie validiert sind. Das Ergebnis ist die entscheidende Kennzahl für schwere Maschinen: maximale Maschinenverfügbarkeit und minimale Kosten pro Betriebsstunde.
Hinweis: Spezifikationen und Designs werden laufend verbessert. Es wird empfohlen, vor der Anschaffung die Kompatibilität anhand des genauen Maschinenmodells und der Seriennummerngruppe zu überprüfen. Die CQC-Zertifizierungsinformationen basieren auf den öffentlichen Angaben des Herstellers und den Standard-CQC-Protokollen.
Produktkategorien
-

w154A-Z2/Kettenwalze-Bodenwalze-Minibagger...
-

Doosan Bagger-Kettenwalze (200104-00012A,20...
-

CQC-Minibagger/YQS35 Laufrollen-Ersatzteil...
-

HITACHI/EX3000-(9066272,A7635000M00)-Kettenwalze...
-

Kundenspezifische Baumaschinenteile für Bagger...
-

Verkaufsschlager SK60 SK200/ 24100N6292F2/24100N8009...






